API 610 SWL Arrangement w/Eureka BB2 Pump Configuration – General Pump Construction
General Pump Construction
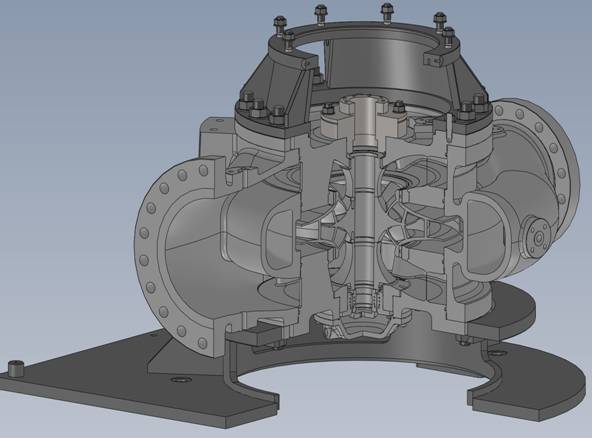
Case and cover
The pump is radial split with the casing and nozzles integrally casted. The cover contains the seal chamber and is designed to carry the motor.
Nozzles
The main nozzles on the pump casing are made according to ANSI B16.5 class 300 RF and can withstand forces and moments four times the requirement of API 610.
Hydraulic range
Capacity: 500-8000 m3/h
Differential pressure: 2 – 30 bar
Design pressure: 40 bar
Temperature: -46°c – 250°c
Pump Shaft, wear rings and static sealing
In order to prevent deflection, the shaft is conservatively designed to withstand the power transmission. The impeller wear rings are assembled on the impeller by a tempering and shrinking process and pinned in position. The case wear rings and cover wear rings are inserted in the case and cover with a slight interference fit and secured with set-screws. The shaft sleeve is adapted to the shaft and kept in place by the shaft key. The throat bushing is inserted in the cover with a slight interference fit and secured with setscrews. O-ring type seal is provided between the cover and the case, which allows metal-to-metal contact assembly of the case and cover.
Mechanical Seal Arrangement
The pumps are fitted with double mechanical seals with barrier fluid system supplied from a separate central unit. Each seal has its own local cooling loop connected to a titanium shell and tube heat exchanger through which barrier fluid is circulated by a pumping ring located inside the seal. Seawater is used as cooling medium. The mechanical seal system is based on API 682 plan 53B.
Valves
The pump units are fitted with 3/4″ gate valves for pump ventilation and pump drain. The valve design is based on API 602.
Bearings
The pump non-drive end bearing is a product lubricated radial sleeve bearing. The pump drive-end bearing is a combined radial/thrust oil lubricated bearing of rolling element type.
Electric motor
The motors are 3-phase high voltage squirrel cage induction type. The motors are suitable for variable speed operation with power supply from a dedicated variable frequency drive unit. The motors are fitted with a rolling element grease lubricated bearing in each end. Cooling is provided by a seawater titanium finned tube heat exchanger of which internal motor air is circulated by a shaft driven fan or with an air to air cooling arrangement. For location inside the pump room the motor has a dedicated EExp purging system which makes the motor suitable for operation in hazardous areas. The motor is thus purged with clean instrument air prior to start-up. The motors are designed, fabricated and tested according to IEC 60034.
Coupling
The shaft coupling transmitting the torque from the motor to the pump is a flexible disc non-lubricated, non-sparking type. The coupling design is according to API 610 10th edition.
Instrumentation
The pump drive-end bearing and both motor bearings are equipped with temperature and vibration monitoring sensors. The motor windings are equipped with temperature monitoring sensors. The motor cooler is equipped with a leakage detector switch. The barrier fluid is equipped with a pressure sensor, local pressure & temperature indicators, pressure control valve and safety relief valve. Please see Cargo Pumps P&ID no. 229A-HHI-ER124-R-XB-0001-01 for further details. All electrical sensors are connected to the platform control and data acquisition system.
Minimum Flow
Each pump shall be protected by a minimum flow system supplied by others. The minimum flow system shall ensure that the pumps always operate above the specified minimum flow rate to avoid overheating and increased vibration levels.
API 610 SWL w/Eureka BB2
API 610 SWL w/Eureka BB2 Pump Configuration: